The industrial sector has traditionally been seen as relatively backward compared with other sectors that appear more dependent on cutting-edge technology at every stage of their process, such as the healthcare sector, for example. However, in recent years, there has been a growing awareness of the importance of digitization and the adoption of digital technologies in industry.
It's an environment that's facing significant change, and companies in the industry sector are prioritizing the adoption of new technologies in order to remain competitive in the global marketplace. This digital transformation is also known as "Industry 4.0" or factory of the future, and applies to construction, production and manufacturing industries of all kinds (automotive, steel, etc.).
In this article, we explore the key trends and challenges facing companies in the industry when it comes to digital transformation.
Why is digital transformation important in industry?
If we take the building and construction sector alone as an example, according to McKinsey, global productivity growth in this sector has averaged 1% over the last two decades, while demand for change in the industrial sector has never been higher.
From a general point of view, the industry has often faced specific challenges when it comes to digital transformation. Some of these challenges include the complexity of legacy systems, the presence of obsolete equipment, cybersecurity, worker training and change management.
The slow pace of digital transformation in the industrial sector is also due to the lack of human and financial resources dedicated to this transition. IT was often seen as a support service rather than a strategic component of the business.
However, many industrial companies have realized the importance of digitization to remain competitive in a fast-changing environment, where the notion of service around the product is becoming as important as the product itself.
They have begun to invest in digital transformation initiatives and adopt new technologies to modernize their operations, and place it at the heart of their overall strategy.
Some industrial companies have managed to get a head start in digital transformation, developing smart factories and digital supply chains. These companies have benefited from increased automation, real-time data collection and analysis, and decision-making based on predictive analytics.
For industry players, digital transformation means using digital technologies to operate more efficiently and develop more services.
Digital technologies in industry can involve anything from physical devices to software used in the office or in the field.
Digital trends in the industrial sector
Technology has reinvented every sector, and industry is no exception.
The aim of Industry 4.0 is to create intelligent, interconnected factories or products, where machines, systems and products communicate and cooperate autonomously. This improves the efficiency, flexibility and productivity of industrial processes, as well as facilitating customization and on-demand production.
The following trends are increasingly being adopted to improve processes, reduce errors and increase return on investment.
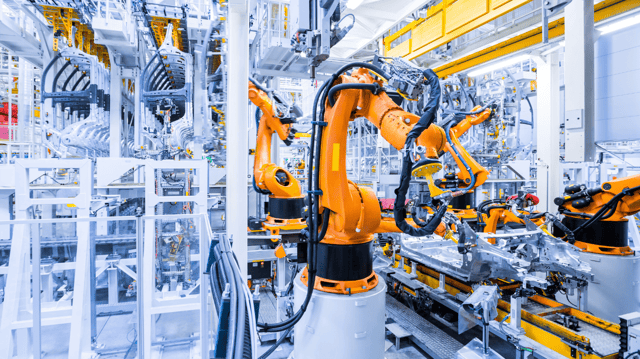
Robotics
This is the number 1 investment in factories 4.0. Industrial robots are becoming increasingly autonomous and flexible. Thanks to advanced sensors, artificial intelligence algorithms and increased connectivity, robots can adapt to varied tasks and changing environments without the need for complex programming.
There are several sub-families: collaborative robots (cobots) are designed to work alongside human workers in factories. They are equipped with safety sensors and can detect human presence, enabling safe collaboration. Cobots are often easier to program and operate than traditional industrial robots, making them suitable for small and medium-sized businesses.
We're also talking about mobile robots used in factories to transport materials, parts and products from one area to another autonomously. These robots can be equipped with safety sensors and navigation systems to move safely in a dynamic industrial environment.
Computer vision: the expanded use of cameras
Computer vision has become a key technology in industrial robotics. Robots are equipped with cameras and vision systems that enable them to detect and recognize objects, read barcodes and carry out quality control operations.
Advances in solar technology, image quality, 360-degree cameras and remote operation make cameras even more accessible and indispensable in today's construction sector for a variety of use cases. For example, the HighView camera is the first active vision system installed on the boom head of a telescopic handler, designed to increase precision in loading and handling applications.
Augmented reality and virtual reality for the digital twin
In the post-COVID and remote working environment, augmented reality and virtual reality enable remote site visits or virtual replication of a location such as a factory.
Prospect offers a range of VR solutions to help companies immerse stakeholders and team members in a virtual environment. By doing so, teams can benefit from more consistent decision-making for activities in the field.
In a plant context, by monitoring real-time data from real plant sensors, the digital twin can predict potential faults and problems. This enables operators to carry out preventive maintenance, planning interventions before problems actually occur, thus reducing unplanned downtime and maintenance costs.
These technologies also facilitate the training, maintenance, repair and even design (by simulating working environments before their actual implementation) of machines and equipment.
The Internet of Things (IoT): smart, connected equipment
Machines and equipment in the industrial sector are becoming increasingly sophisticated, yet simpler to use, safer and more efficient.
For example, Manitou's JSM Autopower automatically adjusts engine speed according to the hydraulic power demand of the operator's hand on the JSM (Joystick Switch & Move).
On the other hand, Nuron, the wireless platform with integrated connectivity, has created a system where all tools generate data which is then stored on the batteries and sent securely to the cloud on each charge, without any operator intervention.
The data collected on tool use, charge point location and battery status reduces downtime and optimizes tool use.
Data analysis and AI
In a Factory 4.0, sensors and connected devices collect vast amounts of data on machines, operations and products in real time. This data is then analyzed by AI systems to detect patterns, anomalies and optimization opportunities. Based on these analyses, decisions can be taken automatically to optimize performance, prevent breakdowns, reduce downtime and improve product quality.
Process transformation
Industry 4.0 has the potential to transform traditional production models by introducing more agile and automated processes. It may also have an impact on skills and jobs, requiring workers to develop new skills related to technology and data management.
E-commerce and IT management solutions essential for a connected company
E-commerce and business solutions management are other elements of digital transformation to facilitate relationships with customers and suppliers.
Here is a non-exhaustive list of solutions used in this sector:
ERP is an integrated solution for managing business operations. They cover several areas, such as production planning, inventory management, purchasing management, sales management, accounting, human resources, and so on. They optimize processes and centralize key company information.
WMS (Warehouse Management System) is an IT solution that helps to efficiently manage and track goods movements, storage locations, stock levels, shipments and receipts within the warehouse.
TMS (Transportation Management System) is a management system for efficiently managing the goods delivery process, optimizing routes, tracking shipments and facilitating communication between stakeholders.
CMMS (Computerized Maintenance Management System) is a management tool for planning, monitoring and analyzing preventive and corrective maintenance operations.
SRM is used to improve relationships with suppliers upstream in the supply chain.
PLM (Product Lifecycle Management) is an IT system used to manage a product's entire lifecycle, from initial design and development through to production, marketing and subsequent maintenance.
PIM (Product Information Management) is designed to facilitate the creation, management and consistent distribution of product information across different sales channels, such as e-commerce sites, print catalogs, mobile applications and so on.
CRM (Customer Relationship Management) is a solution designed to centralize, organize and analyze customer information, so as to better understand their needs, personalize interactions and develop lasting relationships.
E-commerce solutions are software platforms that enable companies to create, manage and operate online sales websites. They offer a range of functionalities to facilitate the creation of online stores, product management, payment processing, order management and customer management.
Major players in all fields today are looking for an intuitive, bug-free self-service experience with a minimum of clicks for all these types of solutions.
The challenges of digital transformation in the industry
Common digital transformation challenges in the manufacturing sector include incomplete or unsuccessful past digital transformation projects, gaining stakeholder buy-in and integrating technology into business processes.
These main challenges are exacerbated by the sector's unique characteristics:
Fragmentation
Implementing change in many projects and disciplines is a challenge.
Every project is different, and requires the services of different specialists such as architects, engineers and project managers, as well as subcontractors.
Large, multi-year projects costing several hundred million euros offer the opportunity to implement new technologies, establish efficiencies and reinforce change over time.
Workforce rotation
It's rare for the same group of people to work on the same projects.
This makes it difficult to implement processes and technologies across multiple projects with any degree of success.
Data management
Companies in the industrial sector have always conducted their business on paper, and these same companies find it difficult to transfer paper documents to digital.
Since data is the backbone of any digital business, poor data management is a major obstacle.
Resistance to change
Much of industry operates as it has for decades. It relies heavily on manual, mechanized tools and processes. The challenge remains in the fact that a significant demographic in the sector does not trust new digital technologies and stands in the way of their adoption.
Sector employees need to be trained in the new technologies and supported throughout the transition process.
Data security
With the increasing connectivity of machines, data security is becoming a major concern.
Companies need to put in place robust security measures to protect sensitive data against cyber-attacks and breaches of confidentiality.
Integration of existing systems
Many companies in the manufacturing sector already have systems in place, such as inventory management software or shipment tracking systems.
One of the challenges is to integrate these existing systems with new digital technologies without disrupting day-to-day operations.
This may require adjustments and customization to ensure smooth compatibility and connectivity.
Return on investment (ROI)
Digital transformation can require significant investment. It is essential to measure the return on investment to justify this expenditure and ensure that new technologies add value to the business.
Guaranteeing an optimal, bug-free user experience
When it comes to software within a materials handling machine or e-commerce experience, for example, bug-free digital customer journeys are essential for any company seeking to meet modern demands and satisfy the customers who trust them for their cutting-edge technology.
Mr Suricate - QA testing for industry professionals
To succeed in the digital age as an industrial company, it's essential to ensure that user paths meet user requirements.
The no-code SaaS solution Mr Suricate solution covers a wide range of automated tests in order to control your testing and provide your users with the best possible experience.
Take control of your applications and detect bugs in real time on your websites, applications and APIs by reproducing your user paths at regular intervals.



.png)

